t***@bgp.nu
2017-07-02 19:40:06 UTC
Why would G0 to a given location in one axis (X) differ such that a G1 movement in another axis (Z) causes the first axis to move? Let me explain...
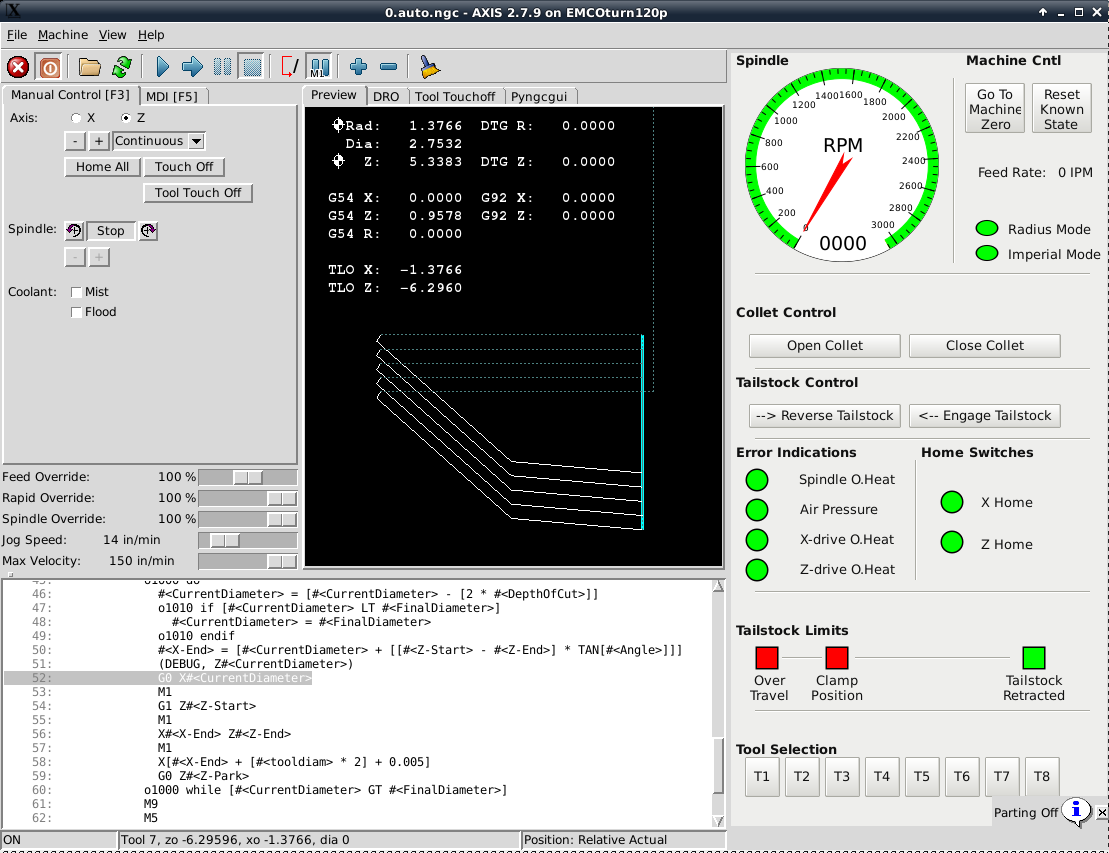
Attached is a screenshot of the back plot from Axis: Loading Image...
The highlighted line is "G0 X#<CurrentDiameter>"
However, if you look at the back plot that IS NOT the CurrentDiameter value where it landed. It MIGHT be "CurrentDiameter - Cutter Compensation”.
But then 2 lines down I move "G1 Z#<Z-Start>" and the line rises up to CurrentDiameter. That is, the move “G1 Z#<Z-Start>” is also causing a move in X to CurrentDiameter (when it should already be there - but isn’t).
Why is this? Why is the G0 move different from the G1 move? Or phrased another way, why is that first line at an angle rather than horizontal?
According to the G-Code reference it appears both G1 and G0 are both affected by cutter compensation so they should be the same shouldn’t they?
-Tom
Attached is a screenshot of the back plot from Axis: Loading Image...
The highlighted line is "G0 X#<CurrentDiameter>"
However, if you look at the back plot that IS NOT the CurrentDiameter value where it landed. It MIGHT be "CurrentDiameter - Cutter Compensation”.
But then 2 lines down I move "G1 Z#<Z-Start>" and the line rises up to CurrentDiameter. That is, the move “G1 Z#<Z-Start>” is also causing a move in X to CurrentDiameter (when it should already be there - but isn’t).
Why is this? Why is the G0 move different from the G1 move? Or phrased another way, why is that first line at an angle rather than horizontal?
According to the G-Code reference it appears both G1 and G0 are both affected by cutter compensation so they should be the same shouldn’t they?
-Tom