t***@bgp.nu
2017-06-20 02:51:59 UTC
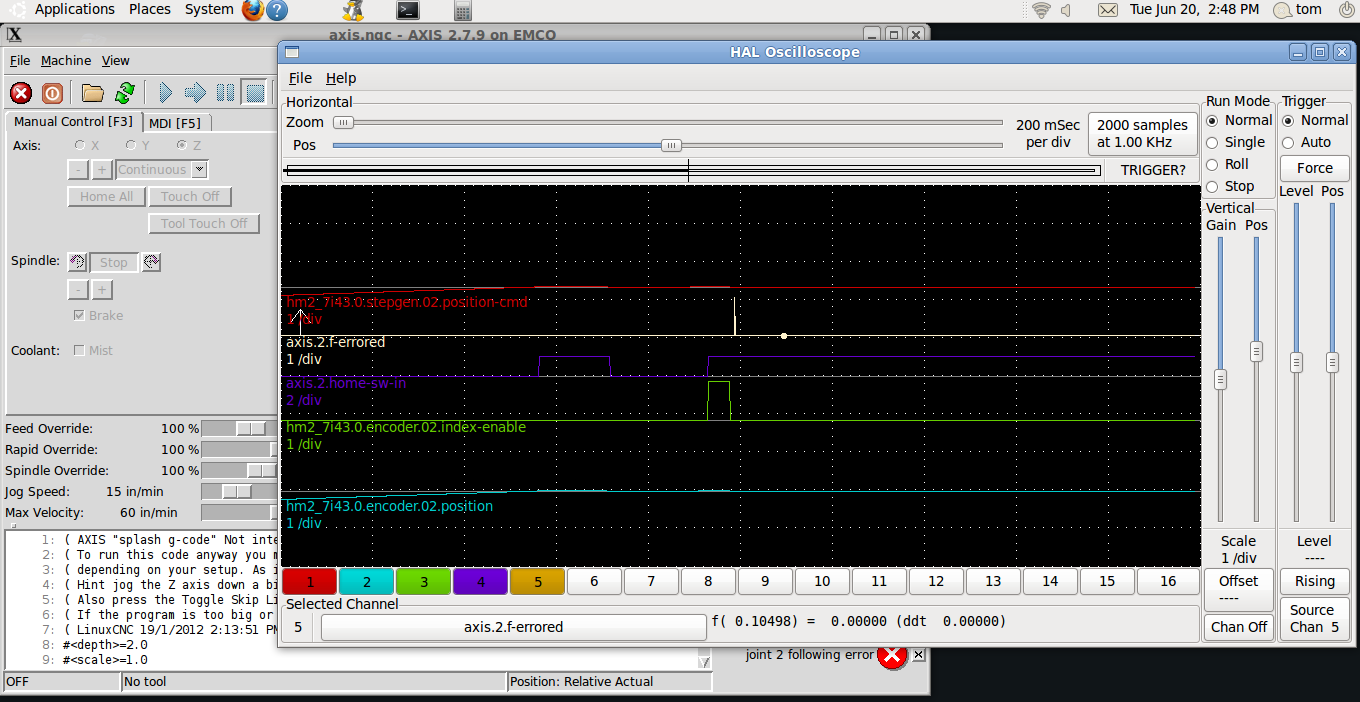
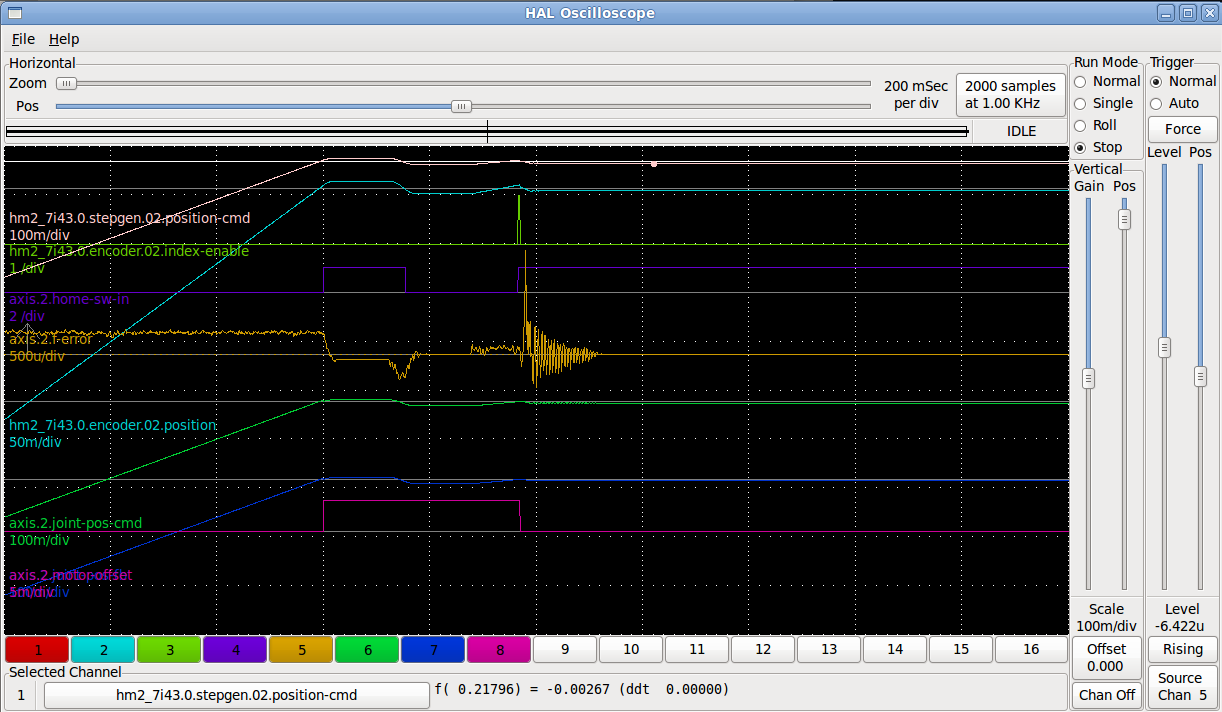
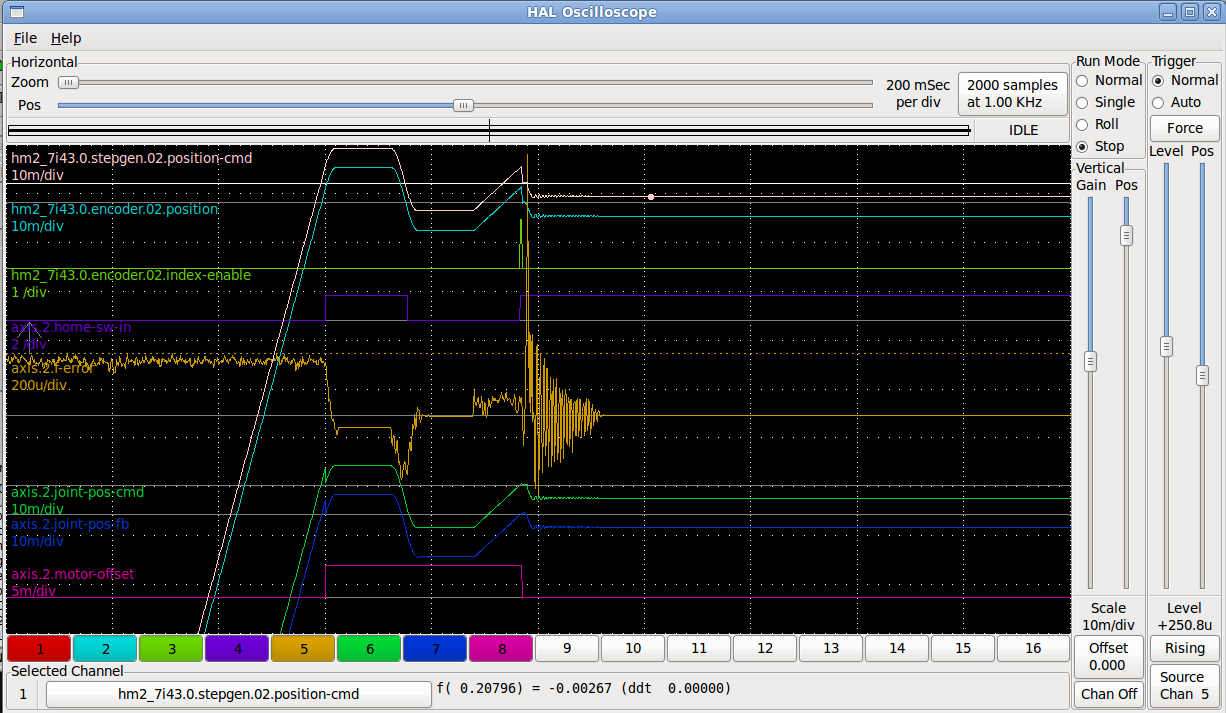
Why would I get a following error only while homing (latest Linuxcnc 2.7.9)? I recently added home switches to my machine. My machine has encoders on the steppers on each of the 3 axes so I want to use the index pulse for home. I set up the homing sequence each axis and when I do "Home All" I get a following error on my Z axis (first one to home). I played with all the settings and can’t get it to complete unless I set ferror and min_ferror very high Also, once there is a following error I can only clear it by exiting Linuxcnc and restarting it. If I just turn it back on, it immediately faults again with the same following error. If I don’t home, after restarting Linuxcnc, I can run the Z axis (and X and Y) all day at any speed without a following error.
I have tried setting the ferror and min_ferror settings to various reasonable values but it didn’t work. Before adding the switches I had error=0.001 and min_ferror=0.0005 and never had a following error appear. I set ferror to 2 and min_ferror to 1 (I think those were the values) and it worked but then got the following error on the Y axis (the second axis homed). The values for ferror and min_ferror that “worked” seem completely unreasonable given I am not even moving anywhere near my max velocity during homing.
I have tried changing the sign on the HOME_LATCH_VEL to make it search for index in the other direction but the same thing happens. Below are my (current) machine hal and ini.
-Tom
———————————— ini ———————————
# Generated by PNCconf at Thu Apr 8 11:40:39 2010
[EMC]
MACHINE = EMCO
DEBUG = 0
[DISPLAY]
DISPLAY = axis
#EMBED_TAB_NAME = Camera
#EMBED_TAB_COMMAND = camview-emc -w {XID}
EDITOR = gedit
PYVCP = custom_pyvcp.xml
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.0
MAX_SPINDLE_OVERRIDE = 1.5
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 2
PROGRAM_PREFIX = /home/tom/linuxcnc/nc_files
INCREMENTS = .1in .05in .01in .005in .001in .0005in .0001in
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 0.250000
MAX_LINEAR_VELOCITY = 1.000000
MIN_LINEAR_VELOCITY = 0.010000
DEFAULT_ANGULAR_VELOCITY = 0.250000
MAX_ANGULAR_VELOCITY = 1.000000
MIN_ANGULAR_VELOCITY = 0.010000
GEOMETRY = xyz
#GEOMETRY = xyza
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = emc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
#BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
# [HOSTMOT2]
# This is for info only - config line is in the .hal file
# DRIVER0=hm2_7i43
# BOARD0=7i43
# CONFIG0="firmware=hm2/7i43/SVST2_4_7I47B.BIT num_encoders=3 num_pwmgens=0 num_stepgens=4"
[HAL]
HALUI = halui
HALFILE = EMCO.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
MDI_COMMAND = G53 G0 X0 Y0 Z0
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 0.5
MAX_LINEAR_VELOCITY = 2
#Joypad Test stuff below:
DEFAULT_ANGULAR_VELOCITY = 0.25
MAX_ANGULAR_VELOCITY = 1.0
#ARC_BLEND_ENABLE = 1
#ARC_BLEND_RAMP_FREQ = 1000
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#********************
# Axis X
#********************
[AXIS_0]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
#BACKLASH = 0.0005
INPUT_SCALE = -208076.8
SCALE = -50800
MIN_LIMIT = -0.001
MAX_LIMIT = 7.8
# homing
# move here after home switch found:
HOME = 4.0
# home switch is located here:
HOME_OFFSET = 7.8
# initial search velocity in/sec
HOME_SEARCH_VEL = 0.75
# 2nd pass search velocity
HOME_LATCH_VEL = 0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this after Z and Y is homed
HOME_SEQUENCE = 2
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Axis Y
#********************
[AXIS_1]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20.0
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
BACKLASH = 0.0005
SCALE = 50800
MIN_LIMIT = -0.001
MAX_LIMIT = 3.8
INPUT_SCALE = 208076.8
# homing
# move here after home switch found:
HOME = 2.0
# home switch is located here:
HOME_OFFSET = 0
# initial search velocity in/sec
HOME_SEARCH_VEL = -0.4
# 2nd pass search velocity
HOME_LATCH_VEL = -0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this after Z is homed
HOME_SEQUENCE = 1
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Axis Z
#********************
[AXIS_2]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20.0
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
#BACKLASH = 0.0005
SCALE = -50800
MIN_LIMIT = -7.8
MAX_LIMIT = 0.001
INPUT_SCALE = -208076.8
# homing
# move here after home switch found:
HOME = 0.0
# home switch is located here:
HOME_OFFSET = 0
# initial search velocity in/sec
HOME_SEARCH_VEL = 0.4
# 2nd pass search velocity
HOME_LATCH_VEL = -0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this before X/Y are homed
HOME_SEQUENCE = 0
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Spindle
#********************
[SPINDLE_9]
# these are in nanoseconds
DIRSETUP = 0
DIRHOLD = 0
STEPLEN = 20000
STEPSPACE = 20000
SCALE = 8.7
———————————— end ini ———————————
———————————— hal ———————————
# Generated by PNCconf at Thu Apr 8 11:40:39 2010
loadrt trivkins
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hostmot2
loadrt hm2_7i43 config="firmware=hm2/7i43/SVST2_4_7I47B.BIT num_encoders=3 num_pwmgens=0 num_stepgens=4"
addf hm2_7i43.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf hm2_7i43.0.write servo-thread
# external output signals
#
# --- SPINDLE-BRAKE ---
setp hm2_7i43.0.gpio.022.is_output true
setp hm2_7i43.0.gpio.022.invert_output true
net spindle-brake => hm2_7i43.0.gpio.022.out
# --- COOLANT-FLOOD ---
# setp hm2_7i43.0.gpio.025.is_output true
# setp hm2_7i43.0.gpio.025.is_opendrain true
# setp hm2_7i43.0.gpio.025.invert_output true
# net coolant-flood => hm2_7i43.0.gpio.025.out
# --- COOLANT-MIST ---
setp hm2_7i43.0.gpio.025.is_output true
setp hm2_7i43.0.gpio.025.is_opendrain true
setp hm2_7i43.0.gpio.025.invert_output true
net coolant-mist => hm2_7i43.0.gpio.025.out
# --- Work Light (Or Air Vice)Control ---
setp hm2_7i43.0.gpio.027.is_output true
setp hm2_7i43.0.gpio.027.is_opendrain true
setp hm2_7i43.0.gpio.027.invert_output true
net worklight-ctl <= hm2_7i43.0.gpio.027.out
# --- E-Stop Indication ---
setp hm2_7i43.0.gpio.029.is_output false
net epo-signal <= hm2_7i43.0.gpio.029.in_not
#*******************
# AXIS X
#*******************
# axis enable chain
newsig emcmot.00.enable bit
sets emcmot.00.enable FALSE
net emcmot.00.enable <= axis.0.amp-enable-out
net emcmot.00.enable => hm2_7i43.0.stepgen.00.enable
# position command and feedback
net emcmot.00.pos-cmd <= axis.0.motor-pos-cmd
net emcmot.00.pos-cmd => hm2_7i43.0.stepgen.00.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.00.dirsetup [AXIS_0]DIRSETUP
setp hm2_7i43.0.stepgen.00.dirhold [AXIS_0]DIRHOLD
setp hm2_7i43.0.stepgen.00.steplen [AXIS_0]STEPLEN
setp hm2_7i43.0.stepgen.00.stepspace [AXIS_0]STEPSPACE
setp hm2_7i43.0.stepgen.00.position-scale [AXIS_0]SCALE
setp hm2_7i43.0.stepgen.00.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.00.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.00.step_type 0
setp hm2_7i43.0.stepgen.00.control-type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.00.counter-mode 0
setp hm2_7i43.0.encoder.00.filter 1
setp hm2_7i43.0.encoder.00.index-invert 0
setp hm2_7i43.0.encoder.00.index-mask 0
setp hm2_7i43.0.encoder.00.index-mask-invert 0
setp hm2_7i43.0.encoder.00.scale [AXIS_0]INPUT_SCALE
net xindex-enable hm2_7i43.0.encoder.00.index-enable <=> axis.0.index-enable
#Line below causes AXIS to display the ENCODER position in the DRO (and Preview)
net xpos-fb => axis.0.motor-pos-fb <= hm2_7i43.0.encoder.00.position
#net xpos-fb => axis.0.motor-pos-fb <= hm2_7i43.0.stepgen.00.position-fb
# ---setup home / limit switch signals---
net x-home-sw => axis.0.home-sw-in
net x-neg-limit => axis.0.neg-lim-sw-in
net x-pos-limit => axis.0.pos-lim-sw-in
#*******************
# AXIS Y
#*******************
# axis enable chain
newsig emcmot.01.enable bit
sets emcmot.01.enable FALSE
net emcmot.01.enable <= axis.1.amp-enable-out
net emcmot.01.enable => hm2_7i43.0.stepgen.01.enable
# position command and feedback
net emcmot.01.pos-cmd <= axis.1.motor-pos-cmd
net emcmot.01.pos-cmd => hm2_7i43.0.stepgen.01.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.01.dirsetup [AXIS_1]DIRSETUP
setp hm2_7i43.0.stepgen.01.dirhold [AXIS_1]DIRHOLD
setp hm2_7i43.0.stepgen.01.steplen [AXIS_1]STEPLEN
setp hm2_7i43.0.stepgen.01.stepspace [AXIS_1]STEPSPACE
setp hm2_7i43.0.stepgen.01.position-scale [AXIS_1]SCALE
setp hm2_7i43.0.stepgen.01.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.01.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.01.step_type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.01.counter-mode 0
setp hm2_7i43.0.encoder.01.filter 1
setp hm2_7i43.0.encoder.01.index-invert 0
setp hm2_7i43.0.encoder.01.index-mask 0
setp hm2_7i43.0.encoder.01.index-mask-invert 0
setp hm2_7i43.0.encoder.01.scale [AXIS_1]INPUT_SCALE
net yindex-enable hm2_7i43.0.encoder.01.index-enable <=> axis.1.index-enable
#Line below causes AXIS to disply the ENCODER position in the DRO (and Preview)
net ypos-fb => axis.1.motor-pos-fb <= hm2_7i43.0.encoder.01.position
# ---setup home / limit switch signals---
net y-home-sw => axis.1.home-sw-in
net y-neg-limit => axis.1.neg-lim-sw-in
net y-pos-limit => axis.1.pos-lim-sw-in
#*******************
# AXIS Z
#*******************
# axis enable chain
newsig emcmot.02.enable bit
sets emcmot.02.enable FALSE
net emcmot.02.enable <= axis.2.amp-enable-out
net emcmot.02.enable => hm2_7i43.0.stepgen.02.enable
# position command and feedback
net emcmot.02.pos-cmd <= axis.2.motor-pos-cmd
net emcmot.02.pos-cmd => hm2_7i43.0.stepgen.02.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.02.dirsetup [AXIS_2]DIRSETUP
setp hm2_7i43.0.stepgen.02.dirhold [AXIS_2]DIRHOLD
setp hm2_7i43.0.stepgen.02.steplen [AXIS_2]STEPLEN
setp hm2_7i43.0.stepgen.02.stepspace [AXIS_2]STEPSPACE
setp hm2_7i43.0.stepgen.02.position-scale [AXIS_2]SCALE
setp hm2_7i43.0.stepgen.02.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.02.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.02.step_type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.02.counter-mode 0
setp hm2_7i43.0.encoder.02.filter 1
setp hm2_7i43.0.encoder.02.index-invert 0
setp hm2_7i43.0.encoder.02.index-mask 0
setp hm2_7i43.0.encoder.02.index-mask-invert 0
setp hm2_7i43.0.encoder.02.scale [AXIS_2]INPUT_SCALE
net zindex-enable hm2_7i43.0.encoder.02.index-enable <=> axis.2.index-enable
#Line below causes AXIS to disply the ENCODER position in the DRO (and Preview)
net zpos-fb => axis.2.motor-pos-fb <= hm2_7i43.0.encoder.02.position
# ---setup home / limit switch signals---
net z-home-sw => axis.2.home-sw-in
net z-neg-limit => axis.2.neg-lim-sw-in
net z-pos-limit => axis.2.pos-lim-sw-in
#*******************
# SPINDLE S
#*******************
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.03.dirsetup [SPINDLE_9]DIRSETUP
setp hm2_7i43.0.stepgen.03.dirhold [SPINDLE_9]DIRHOLD
setp hm2_7i43.0.stepgen.03.steplen [SPINDLE_9]STEPLEN
setp hm2_7i43.0.stepgen.03.stepspace [SPINDLE_9]STEPSPACE
setp hm2_7i43.0.stepgen.03.position-scale [SPINDLE_9]SCALE
setp hm2_7i43.0.stepgen.03.maxaccel 0
setp hm2_7i43.0.stepgen.03.maxvel 0
setp hm2_7i43.0.stepgen.03.step_type 0
setp hm2_7i43.0.stepgen.03.control-type 1
net spindle-enable => hm2_7i43.0.stepgen.03.enable
net spindle-vel-cmd => hm2_7i43.0.stepgen.03.velocity-cmd
# ---setup spindle control signals---
net spindle-vel-cmd <= motion.spindle-speed-out
net spindle-enable <= motion.spindle-on
net spindle-ccw <= motion.spindle-reverse
net spindle-brake <= motion.spindle-brake
#******************************
# connect miscellaneous signals
#******************************
# ---home signals ---
setp hm2_7i43.0.gpio.033.is_output false
net x-home-sw <= hm2_7i43.0.gpio.033.in_not
setp hm2_7i43.0.gpio.035.is_output false
net y-home-sw <= hm2_7i43.0.gpio.035.in_not
setp hm2_7i43.0.gpio.037.is_output false
net z-home-sw <= hm2_7i43.0.gpio.037.in_not
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net epo-signal => iocontrol.0.emc-enable-in
# ---manual tool change signals---
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
————————————end hal ———————————
I have tried setting the ferror and min_ferror settings to various reasonable values but it didn’t work. Before adding the switches I had error=0.001 and min_ferror=0.0005 and never had a following error appear. I set ferror to 2 and min_ferror to 1 (I think those were the values) and it worked but then got the following error on the Y axis (the second axis homed). The values for ferror and min_ferror that “worked” seem completely unreasonable given I am not even moving anywhere near my max velocity during homing.
I have tried changing the sign on the HOME_LATCH_VEL to make it search for index in the other direction but the same thing happens. Below are my (current) machine hal and ini.
-Tom
———————————— ini ———————————
# Generated by PNCconf at Thu Apr 8 11:40:39 2010
[EMC]
MACHINE = EMCO
DEBUG = 0
[DISPLAY]
DISPLAY = axis
#EMBED_TAB_NAME = Camera
#EMBED_TAB_COMMAND = camview-emc -w {XID}
EDITOR = gedit
PYVCP = custom_pyvcp.xml
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.0
MAX_SPINDLE_OVERRIDE = 1.5
MIN_SPINDLE_OVERRIDE = 0.500000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 2
PROGRAM_PREFIX = /home/tom/linuxcnc/nc_files
INCREMENTS = .1in .05in .01in .005in .001in .0005in .0001in
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 0.250000
MAX_LINEAR_VELOCITY = 1.000000
MIN_LINEAR_VELOCITY = 0.010000
DEFAULT_ANGULAR_VELOCITY = 0.250000
MAX_ANGULAR_VELOCITY = 1.000000
MIN_ANGULAR_VELOCITY = 0.010000
GEOMETRY = xyz
#GEOMETRY = xyza
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = emc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
#BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
# [HOSTMOT2]
# This is for info only - config line is in the .hal file
# DRIVER0=hm2_7i43
# BOARD0=7i43
# CONFIG0="firmware=hm2/7i43/SVST2_4_7I47B.BIT num_encoders=3 num_pwmgens=0 num_stepgens=4"
[HAL]
HALUI = halui
HALFILE = EMCO.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[HALUI]
MDI_COMMAND = G53 G0 X0 Y0 Z0
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 0.5
MAX_LINEAR_VELOCITY = 2
#Joypad Test stuff below:
DEFAULT_ANGULAR_VELOCITY = 0.25
MAX_ANGULAR_VELOCITY = 1.0
#ARC_BLEND_ENABLE = 1
#ARC_BLEND_RAMP_FREQ = 1000
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#********************
# Axis X
#********************
[AXIS_0]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
#BACKLASH = 0.0005
INPUT_SCALE = -208076.8
SCALE = -50800
MIN_LIMIT = -0.001
MAX_LIMIT = 7.8
# homing
# move here after home switch found:
HOME = 4.0
# home switch is located here:
HOME_OFFSET = 7.8
# initial search velocity in/sec
HOME_SEARCH_VEL = 0.75
# 2nd pass search velocity
HOME_LATCH_VEL = 0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this after Z and Y is homed
HOME_SEQUENCE = 2
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Axis Y
#********************
[AXIS_1]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20.0
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
BACKLASH = 0.0005
SCALE = 50800
MIN_LIMIT = -0.001
MAX_LIMIT = 3.8
INPUT_SCALE = 208076.8
# homing
# move here after home switch found:
HOME = 2.0
# home switch is located here:
HOME_OFFSET = 0
# initial search velocity in/sec
HOME_SEARCH_VEL = -0.4
# 2nd pass search velocity
HOME_LATCH_VEL = -0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this after Z is homed
HOME_SEQUENCE = 1
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Axis Z
#********************
[AXIS_2]
TYPE = LINEAR
# HOME = 0.0 -- see below
FERROR = 0.005
MIN_FERROR = 0.001
MAX_VELOCITY = 2.2
MAX_ACCELERATION = 20.0
# these are in nanoseconds
DIRSETUP = 200
DIRHOLD = 200
STEPLEN = 2000
STEPSPACE = 1200
STEPGEN_MAXACCEL = 40
STEPGEN_MAXVEL = 2.75
#BACKLASH = 0.0005
SCALE = -50800
MIN_LIMIT = -7.8
MAX_LIMIT = 0.001
INPUT_SCALE = -208076.8
# homing
# move here after home switch found:
HOME = 0.0
# home switch is located here:
HOME_OFFSET = 0
# initial search velocity in/sec
HOME_SEARCH_VEL = 0.4
# 2nd pass search velocity
HOME_LATCH_VEL = -0.1
# speed to HOME
HOME_FINAL_VEL = 0.5
# yes use index
HOME_USE_INDEX = YES
HOME_IGNORE_LIMITS = NO
HOME_IS_SHARED = NO
# do this before X/Y are homed
HOME_SEQUENCE = 0
# should unhome if estop or power off? no
VOLATILE_HOME = 0
#********************
# Spindle
#********************
[SPINDLE_9]
# these are in nanoseconds
DIRSETUP = 0
DIRHOLD = 0
STEPLEN = 20000
STEPSPACE = 20000
SCALE = 8.7
———————————— end ini ———————————
———————————— hal ———————————
# Generated by PNCconf at Thu Apr 8 11:40:39 2010
loadrt trivkins
loadrt [EMCMOT]EMCMOT servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hostmot2
loadrt hm2_7i43 config="firmware=hm2/7i43/SVST2_4_7I47B.BIT num_encoders=3 num_pwmgens=0 num_stepgens=4"
addf hm2_7i43.0.read servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf hm2_7i43.0.write servo-thread
# external output signals
#
# --- SPINDLE-BRAKE ---
setp hm2_7i43.0.gpio.022.is_output true
setp hm2_7i43.0.gpio.022.invert_output true
net spindle-brake => hm2_7i43.0.gpio.022.out
# --- COOLANT-FLOOD ---
# setp hm2_7i43.0.gpio.025.is_output true
# setp hm2_7i43.0.gpio.025.is_opendrain true
# setp hm2_7i43.0.gpio.025.invert_output true
# net coolant-flood => hm2_7i43.0.gpio.025.out
# --- COOLANT-MIST ---
setp hm2_7i43.0.gpio.025.is_output true
setp hm2_7i43.0.gpio.025.is_opendrain true
setp hm2_7i43.0.gpio.025.invert_output true
net coolant-mist => hm2_7i43.0.gpio.025.out
# --- Work Light (Or Air Vice)Control ---
setp hm2_7i43.0.gpio.027.is_output true
setp hm2_7i43.0.gpio.027.is_opendrain true
setp hm2_7i43.0.gpio.027.invert_output true
net worklight-ctl <= hm2_7i43.0.gpio.027.out
# --- E-Stop Indication ---
setp hm2_7i43.0.gpio.029.is_output false
net epo-signal <= hm2_7i43.0.gpio.029.in_not
#*******************
# AXIS X
#*******************
# axis enable chain
newsig emcmot.00.enable bit
sets emcmot.00.enable FALSE
net emcmot.00.enable <= axis.0.amp-enable-out
net emcmot.00.enable => hm2_7i43.0.stepgen.00.enable
# position command and feedback
net emcmot.00.pos-cmd <= axis.0.motor-pos-cmd
net emcmot.00.pos-cmd => hm2_7i43.0.stepgen.00.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.00.dirsetup [AXIS_0]DIRSETUP
setp hm2_7i43.0.stepgen.00.dirhold [AXIS_0]DIRHOLD
setp hm2_7i43.0.stepgen.00.steplen [AXIS_0]STEPLEN
setp hm2_7i43.0.stepgen.00.stepspace [AXIS_0]STEPSPACE
setp hm2_7i43.0.stepgen.00.position-scale [AXIS_0]SCALE
setp hm2_7i43.0.stepgen.00.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.00.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.00.step_type 0
setp hm2_7i43.0.stepgen.00.control-type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.00.counter-mode 0
setp hm2_7i43.0.encoder.00.filter 1
setp hm2_7i43.0.encoder.00.index-invert 0
setp hm2_7i43.0.encoder.00.index-mask 0
setp hm2_7i43.0.encoder.00.index-mask-invert 0
setp hm2_7i43.0.encoder.00.scale [AXIS_0]INPUT_SCALE
net xindex-enable hm2_7i43.0.encoder.00.index-enable <=> axis.0.index-enable
#Line below causes AXIS to display the ENCODER position in the DRO (and Preview)
net xpos-fb => axis.0.motor-pos-fb <= hm2_7i43.0.encoder.00.position
#net xpos-fb => axis.0.motor-pos-fb <= hm2_7i43.0.stepgen.00.position-fb
# ---setup home / limit switch signals---
net x-home-sw => axis.0.home-sw-in
net x-neg-limit => axis.0.neg-lim-sw-in
net x-pos-limit => axis.0.pos-lim-sw-in
#*******************
# AXIS Y
#*******************
# axis enable chain
newsig emcmot.01.enable bit
sets emcmot.01.enable FALSE
net emcmot.01.enable <= axis.1.amp-enable-out
net emcmot.01.enable => hm2_7i43.0.stepgen.01.enable
# position command and feedback
net emcmot.01.pos-cmd <= axis.1.motor-pos-cmd
net emcmot.01.pos-cmd => hm2_7i43.0.stepgen.01.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.01.dirsetup [AXIS_1]DIRSETUP
setp hm2_7i43.0.stepgen.01.dirhold [AXIS_1]DIRHOLD
setp hm2_7i43.0.stepgen.01.steplen [AXIS_1]STEPLEN
setp hm2_7i43.0.stepgen.01.stepspace [AXIS_1]STEPSPACE
setp hm2_7i43.0.stepgen.01.position-scale [AXIS_1]SCALE
setp hm2_7i43.0.stepgen.01.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.01.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.01.step_type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.01.counter-mode 0
setp hm2_7i43.0.encoder.01.filter 1
setp hm2_7i43.0.encoder.01.index-invert 0
setp hm2_7i43.0.encoder.01.index-mask 0
setp hm2_7i43.0.encoder.01.index-mask-invert 0
setp hm2_7i43.0.encoder.01.scale [AXIS_1]INPUT_SCALE
net yindex-enable hm2_7i43.0.encoder.01.index-enable <=> axis.1.index-enable
#Line below causes AXIS to disply the ENCODER position in the DRO (and Preview)
net ypos-fb => axis.1.motor-pos-fb <= hm2_7i43.0.encoder.01.position
# ---setup home / limit switch signals---
net y-home-sw => axis.1.home-sw-in
net y-neg-limit => axis.1.neg-lim-sw-in
net y-pos-limit => axis.1.pos-lim-sw-in
#*******************
# AXIS Z
#*******************
# axis enable chain
newsig emcmot.02.enable bit
sets emcmot.02.enable FALSE
net emcmot.02.enable <= axis.2.amp-enable-out
net emcmot.02.enable => hm2_7i43.0.stepgen.02.enable
# position command and feedback
net emcmot.02.pos-cmd <= axis.2.motor-pos-cmd
net emcmot.02.pos-cmd => hm2_7i43.0.stepgen.02.position-cmd
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.02.dirsetup [AXIS_2]DIRSETUP
setp hm2_7i43.0.stepgen.02.dirhold [AXIS_2]DIRHOLD
setp hm2_7i43.0.stepgen.02.steplen [AXIS_2]STEPLEN
setp hm2_7i43.0.stepgen.02.stepspace [AXIS_2]STEPSPACE
setp hm2_7i43.0.stepgen.02.position-scale [AXIS_2]SCALE
setp hm2_7i43.0.stepgen.02.maxaccel [AXIS_0]STEPGEN_MAXACCEL
setp hm2_7i43.0.stepgen.02.maxvel [AXIS_0]STEPGEN_MAXVEL
setp hm2_7i43.0.stepgen.02.step_type 0
# ---Encoder feedback signals/setup---
setp hm2_7i43.0.encoder.02.counter-mode 0
setp hm2_7i43.0.encoder.02.filter 1
setp hm2_7i43.0.encoder.02.index-invert 0
setp hm2_7i43.0.encoder.02.index-mask 0
setp hm2_7i43.0.encoder.02.index-mask-invert 0
setp hm2_7i43.0.encoder.02.scale [AXIS_2]INPUT_SCALE
net zindex-enable hm2_7i43.0.encoder.02.index-enable <=> axis.2.index-enable
#Line below causes AXIS to disply the ENCODER position in the DRO (and Preview)
net zpos-fb => axis.2.motor-pos-fb <= hm2_7i43.0.encoder.02.position
# ---setup home / limit switch signals---
net z-home-sw => axis.2.home-sw-in
net z-neg-limit => axis.2.neg-lim-sw-in
net z-pos-limit => axis.2.pos-lim-sw-in
#*******************
# SPINDLE S
#*******************
# Step Gen signals/setup
setp hm2_7i43.0.stepgen.03.dirsetup [SPINDLE_9]DIRSETUP
setp hm2_7i43.0.stepgen.03.dirhold [SPINDLE_9]DIRHOLD
setp hm2_7i43.0.stepgen.03.steplen [SPINDLE_9]STEPLEN
setp hm2_7i43.0.stepgen.03.stepspace [SPINDLE_9]STEPSPACE
setp hm2_7i43.0.stepgen.03.position-scale [SPINDLE_9]SCALE
setp hm2_7i43.0.stepgen.03.maxaccel 0
setp hm2_7i43.0.stepgen.03.maxvel 0
setp hm2_7i43.0.stepgen.03.step_type 0
setp hm2_7i43.0.stepgen.03.control-type 1
net spindle-enable => hm2_7i43.0.stepgen.03.enable
net spindle-vel-cmd => hm2_7i43.0.stepgen.03.velocity-cmd
# ---setup spindle control signals---
net spindle-vel-cmd <= motion.spindle-speed-out
net spindle-enable <= motion.spindle-on
net spindle-ccw <= motion.spindle-reverse
net spindle-brake <= motion.spindle-brake
#******************************
# connect miscellaneous signals
#******************************
# ---home signals ---
setp hm2_7i43.0.gpio.033.is_output false
net x-home-sw <= hm2_7i43.0.gpio.033.in_not
setp hm2_7i43.0.gpio.035.is_output false
net y-home-sw <= hm2_7i43.0.gpio.035.in_not
setp hm2_7i43.0.gpio.037.is_output false
net z-home-sw <= hm2_7i43.0.gpio.037.in_not
# ---coolant signals---
net coolant-mist <= iocontrol.0.coolant-mist
# ---estop signals---
net estop-out <= iocontrol.0.user-enable-out
net epo-signal => iocontrol.0.emc-enable-in
# ---manual tool change signals---
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
————————————end hal ———————————